Today, we’re taking a peek into the journey of a can of ‘generic product’.
A major production facility in the UK briefed our engineers to implement an MES (manufacturing execution system, for those who don’t like acronyms) and generally increase efficiency and productivity. The factory prepares, packages and ships cans of product to retailers all over the world.
At the moment, things are rather analogue. There is a LOT of data, a piece of paper, and a man manually inputting all that data into several pieces of equipment. It’s a little bit long-winded.
The old way: before the MES
The SAP database contains a boatload of information. In fact, it contains the entire schedule for the factory. Every piece of information about everything that might be needed for a particular production run is in there, including: batch numbers, product codes, expiry dates, start and finish dates for the run, how many items are in the run, which cardboard tray to use, the type of shrink-wrap used to package it – everything.
A man on the factory floor – we’ll call him Peter – receives a piece of paper containing all the information for the production run. Using this paper, he checks the SAP database to ensure that everything required for the run is available. (The SAP also holds the stores’ list.)
When Peter is sure he has everything he needs, he does the following:
- He walks down the line to the laser coder and inputs the batch number.
- He goes to the vision system interface and tells it what it should be looking for (e.g. a 200ml bacon-flavoured can bound for Greece).
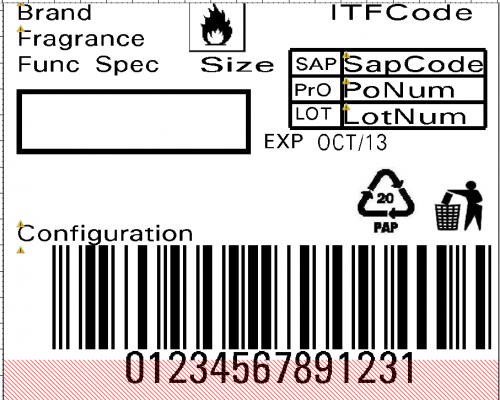
- He walks to labeller number 1 and tells it which label template it needs to apply. This involves inputting all the information required to fill the fields in the label template illustrated. There are, as you can imagine, plenty of opportunities for error.
- He walks to labeller number 2 and does the same again, with ample opportunity for more errors. (There are two labellers for efficiency: if one stops working, the other can start; plus, you can change the labels without stopping the line.)
- He goes to the final vision system, which checks to confirm that the package of cans is assembled correctly. This may include making sure that the lids are on correctly, and the shrink-wrap is secure. Peter needs to input the parameters of the product into this machine so it knows what it’s looking for
.
A new age of efficiency: the manufacturing execution system
The new MES (did we mention we designed, built and implemented it?) is a big network using software that sits on the Allen Bradley PLC (programmable logic controller). We built a site-wide network comprising a new layer 3 switch, a bespoke server, and several layer 2 switches (one for each line, on each of which there is some new gear).
Peter’s piece of paper now has a barcode on it, generated by the SAP database, which contains all the information he needs.
This is the new process:
- Using a barcode reader from Bytronic, Peter zaps the barcode and waits for the magic to happen.
- The line-level PLC talks to the server, which has a copy of today’s schedule and all the relevant information from the SAP database.
- The data is pushed to the laser coder, the labellers and the vision systems. There’s no manual input, and almost no opportunity for human error.
- The operator’s screen flashes up an alert that tells him what’s about to happen on the line, and asks for confirmation that all is as it should be.
- If he’s happy with it, the operator presses ‘go’, the data is input into the hardware, and the production run begins.
The MES has saved lots of time and removed almost all the opportunities for error. Most errors that occur will be mechanical errors; for example, an employee may load the wrong types of cans onto the line. However, the vision systems (which Bytronic also supplied) will catch this immediately, so there’s no waste.
Bytronic’s software takes the data from the SAP and translates it into a language that the laser coders, labellers and vision systems understand. It does all this in less than one second. That’s really fast.
But wait! That’s not all…
Because we’ve installed several HMIs (human-machine interfaces), our MES can now give our client information that wasn’t available before.
- It can inform operators when labeller 1 is down to 10% of its labels. This enables the operator to change to labeller 2 while the first machine runs out, then change the labels on labeller 1 with no downtime at all.
- We can collect diagnostics from the entire system, so when there’s a problem, the client knows what’s causing it.
- Rather than rejecting cans because they’ve ‘failed’, the vision system can tell the HMIs the reason for failure (e.g. caps not fitted properly).
This information is incredibly valuable for continuous improvement. Particularly if productivity is down because the line has been stopped for 10 minutes. Now you can see why, and introduce new work methods that solve the problem. It’s good, centralised data; data they don’t have at the moment.
Major benefits for productivity
This impressive feat of communication provides the following benefits:
- Saves (a lot of) setup time
- Prevents human error (and really dull, long-winded jobs)
- Stops the wrong bits and pieces being used for production runs
- Prevents defects from getting through.
Improving or implementing a manufacturing execution system is one of the best investments you could make. The lasting savings and benefits will far outweigh the initial costs. Give us a call on 01564 793174 and find out more.