
HotSpot is a fully integrated, 100% automated, non-contact quality control system, designed to check the integrity of hotmelt glue used in packaging.
As consumers are driving the movement away from the use of plastics in packaging, cardboard is becoming a popular and sustainable alternative. Previous solutions of plastic overwrap are being replaced with both traditional cardboard and novel paperboard designs. For these environmentally-friendly solutions, correct application of glue is vital to ensure the integrity of the packaging.
HotSpot is a 100% inspection system, eliminating the destructive and unreliable rip test.
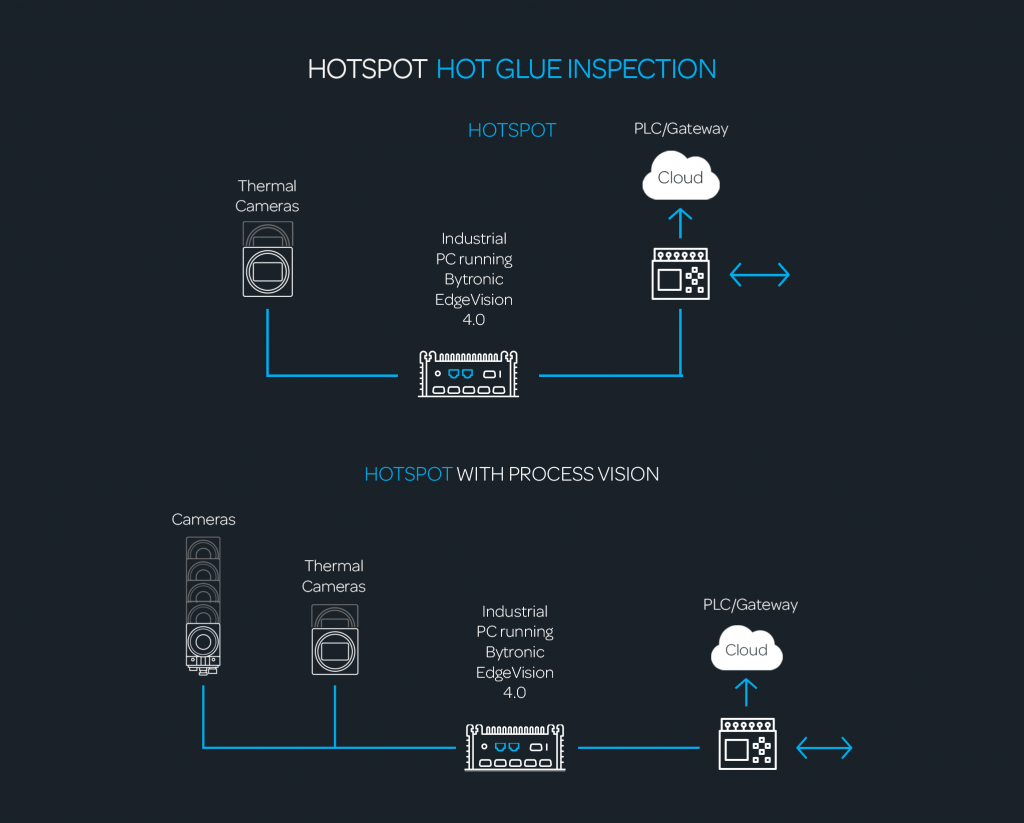
An overview of how HotSpot works
HotSpot uses a combination of our rapid, machine vision software as well as FLIR longwave infrared imaging cameras and Cognex high resolution optical colour cameras. These cameras are mounted on the production line to capture boxes or other packaging as they emerge from the cartoning machine.
When cardboard packaging is formed in the cartoning machines, hot melt glue is applied onto the carton and flaps are folded shut to seal the carton.
Normally, once the cardboard flaps have been folded, it is impossible to see the glue or to check the seal without carrying out a physical inspection or ‘rip test’, but this isn’t a problem for HotSpot.
The HotSpot thermal imaging camera is capable of seeing the heat from the glue through the cardboard and this, together with our intelligent system, accurately checks the temperature of the glue and where it has been applied. At the same time, the system uses optical cameras, powered by Cognex Vision Pro software, to check that the flaps have been properly formed and closed and that the packaging is the correct artwork..
By checking each of these elements; glue temperature; glue positioning and packaging shape and formation, we can be certain that the packaging has been correctly stuck together and correctly assembled. This ensures that the packaging is strong, durable and ready for distribution.
Of course, if a fault is discovered in any of these elements, the system communicates this to the production line which is automatically stopped, with the faulty packaging highlighted.
You can see HotSpot in action, in this video at ABInBev’s Samlesbury Brewery, which produces and packages Budweisser, Stella Artois, Brahma, Bass and Boddingtons with the help of our HotSpot technology:
How it works in detail
Whereas optical cameras detect wavelengths of the electromagnetic spectrum which can be seen by the naked eye (between 400nm and 700nm), thermal cameras are designed to capture much lower wavelengths which cover the infrared spectrum (700mm-1mm).
Generally speaking, the higher an object’s temperature, the more infrared radiation is emitted. So, in the same way in which an optical camera captures visible light, a thermal imaging camera captures infrared.
These cameras can then process the captured images into a visible colour scale for display, with hotter areas appearing white, intermediate areas are coloured yellow or red and the coolest parts of an image being black.
At Bytronic, we use long wavelength infrared (LWIR) thermal imaging cameras built by FLIR, the world’s leading thermal imaging camera specialist, which has been making thermal imaging cameras for 50 years. FLIR’s cameras are highly accurate and precise, with high resolution and durability, making them ideal for a wide range of uses.
For optical imaging cameras which capture visible light, we use cameras from Cognex, the world’s leading provider of machine vision systems, which also provides us with software, sensors and industrial barcode readers.
Once images are captured by our thermal and optical cameras, our smart software then uses information from both cameras to identify whether the glue or the packaging has been applied or assembled correctly.
It does this through pattern recognition; we programme HotSpot to recognise hot glue, identify its location on the packaging or product, the size and shape of the glue, and monitor its temperature; each of which can determine the strength of the adhesive.
The system is programmed to know the correct temperature and positioning, and if it detects that these are not within an acceptable margin, it recognises a fault. The system has also been programmed to know what the packaging should look like when it’s correctly assembled and so if the packaging being scanned doesn’t look right, it also recognises a fault.
When either of these faults have been discovered, this is communicated to the production line and to a touchscreen graphical display and control panel, stopping the line and communicating the nature of the problem.
Due to its small size and versatility, HotSpot can be mounted inside a packaging machine or on an exit conveyor, with a control unit and touchscreen fitted as a separate unit or inside an existing control panel. The entire HotSpot system is small enough to fit in one flight case, and it can be set up in just two hours; all it needs is a power supply. With solid-state memory, data can be quickly transferred and it is more resistant to vibrations than systems which use hard drive memory, and HotSpot’s connectors are fully waterproof, ensuring it’s safe to use in a wide range of factory settings.
With HotSpot, every packaged item is checked without delaying the production process or consuming any additional time. This gives producers confidence to dispatch packages without the need for additional plastic wrapping or shrinkwrap, helping them to cut their environmental impact and meet sustainability goals.
Data from HotSpot can also be combined with data capture systems such as LineView, enabling real-time analysis and insight into production line systems. This data can be used to make a production line more efficient, more cost-effective and more reliable. To find out more about HotSpot and how it can be used for automated, reliable and cost-effective quality control, click here, or contact our team to make an enquiry.